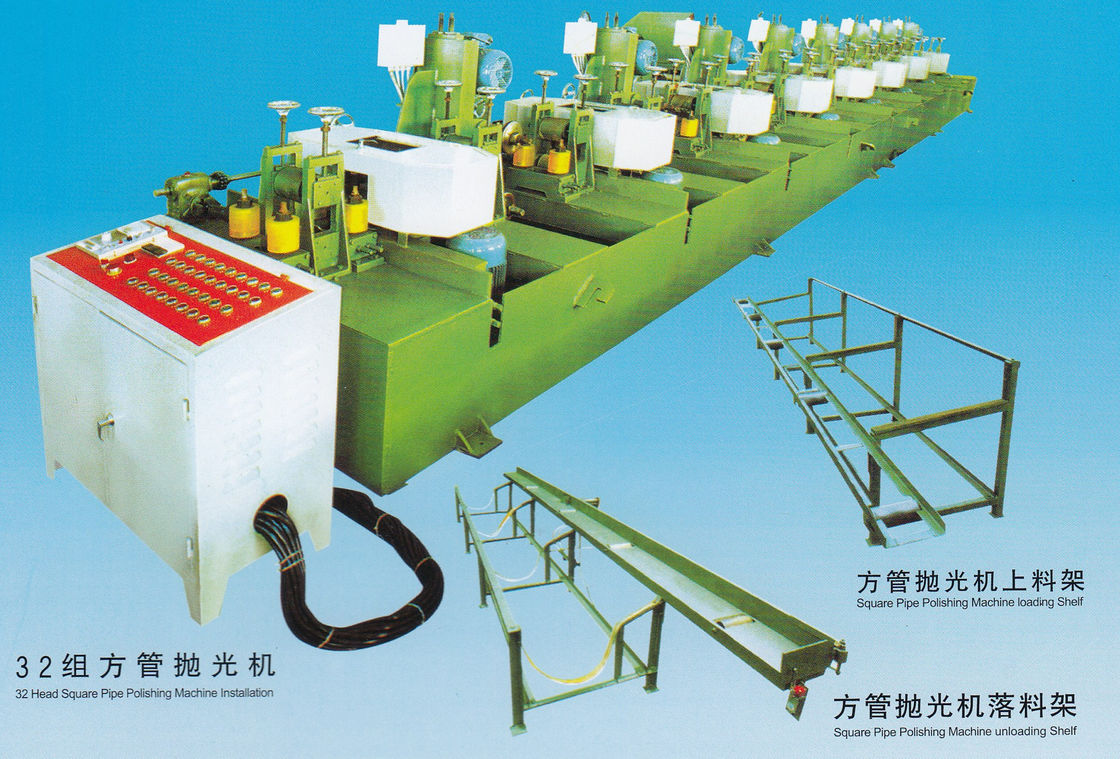
13 * 25-95 * 45 मिमी 32 हेड स्क्वायर पाइप पॉलिशिंग मशीन स्थापना 3-30 मी / मिनट
1.description
अपघर्षक और एक काम के पहिये या चमड़े के कटोरे का उपयोग करके एक वर्कपीस की सतह को चौरसाई करने के लिए पॉलिशिंग और बफरिंग प्रक्रियाएं खत्म हो रही हैं । तकनीकी रूप से पॉलिशिंग उन प्रक्रियाओं को संदर्भित करता है जो एक अपघर्षक का उपयोग करते हैं जो काम के पहिया से चिपके रहते हैं, जबकि बफरिंग काम के पहिया पर लागू एक ढीले घर्षण का उपयोग करता है । चमकाना एक अधिक आक्रामक प्रक्रिया है जबकि बफरिंग कम कठोर है, जो एक चिकनी, उज्जवल खत्म होती है। एक आम गलतफहमी यह है कि एक पॉलिश सतह में एक दर्पण उज्ज्वल खत्म होता है, हालांकि अधिकांश दर्पण उज्ज्वल खत्म वास्तव में बफ़र्ड होते हैं।
चमकाने का उपयोग अक्सर किसी वस्तु की उपस्थिति को बढ़ाने, उपकरणों के संदूषण को रोकने, ऑक्सीकरण को हटाने, एक चिंतनशील सतह बनाने या पाइप में जंग को रोकने के लिए किया जाता है। मेटलोग्राफी और धातु विज्ञान में , एक खुर्दबीन के नीचे धातु के माइक्रोस्ट्रक्चर की जांच के लिए एक सपाट, दोष-मुक्त सतह बनाने के लिए चमकाने का उपयोग किया जाता है । सिलिकॉन-आधारित पॉलिशिंग पैड या एक हीरे के घोल का उपयोग पॉलिशिंग प्रक्रिया में किया जा सकता है। स्टेनलेस स्टील को चमकाने से इसके सैनिटरी फायदों में भी इजाफा हो सकता है।
धातु वस्तुओं से ऑक्सीकरण (धूमिल) को हटाने से धातु की पॉलिश या धूमिल हटानेवाला का उपयोग किया जाता है; इसे पॉलिशिंग भी कहा जाता है। आगे के अवांछित ऑक्सीकरण को रोकने के लिए, पॉलिश धातु की सतहों को मोम, तेल, या लाह के साथ लेपित किया जा सकता है। पीतल और पीतल जैसे तांबे मिश्र धातु उत्पादों के लिए यह विशेष रूप से चिंता का विषय है।
2.process
हाथ में सामग्री की स्थिति निर्धारित करती है कि किस प्रकार का अपघर्षक लगाया जाएगा। पहला चरण, यदि सामग्री अधूरी है, तो किसी न किसी अपघर्षक (शायद 60 या 80 ग्रिट) के साथ शुरू होती है और प्रत्येक बाद के चरण में एक महीन घर्षण का उपयोग किया जाता है, जैसे कि 120, 180, 220/240, 320, 400 और उच्च ग्रिट अपघर्षक, जब तक। वांछित फिनिश हासिल की है। खुरदरी (यानी बड़ी ग्रिट) धातु की सतह के भीतर खामियों को दूर करती है जैसे गड्ढे, निक्स, रेखाएं और खरोंच। बारीक अपघर्षक उत्तरोत्तर महीन रेखाएँ छोड़ते हैं जो नग्न आंखों को दिखाई नहीं देती हैं। # 8 फिनिश (मिरर) हासिल करने के लिए इसे पॉलिशिंग और बफिंग कंपाउंड्स, पॉलिशिंग व्हील्स और हाई स्पीड पॉलिशिंग मशीन या अन्य मशीन टूल्स की जरूरत होती है, जिन्हें इलेक्ट्रिकल ड्रिल की तरह पॉलिश करने के लिए इस्तेमाल किया जा सकता है। मोम और मिट्टी के तेल जैसे स्नेहक का उपयोग इन कार्यों के दौरान स्नेहन और शीतलन मीडिया के रूप में किया जा सकता है, हालांकि कुछ पॉलिशिंग सामग्री को विशेष रूप से "सूखा" उपयोग करने के लिए डिज़ाइन किया गया है। बफरिंग एक स्टेशनरी पॉलिशर या डाई ग्राइंडर के साथ हाथ से किया जा सकता है , या विशेष उपकरणों का उपयोग करके इसे स्वचालित किया जा सकता है।
बफ़िंग करते समय दो प्रकार की बफ़िंग गति होती है: कट मोशन और रंग गति । कट मोशन को एक समान, चिकनी, अर्ध-चमकदार सतह खत्म करने के लिए डिज़ाइन किया गया है। यह मध्यम दबाव को कठोर दबाव देने के दौरान, बफ़िंग व्हील के रोटेशन के खिलाफ वर्कपीस को स्थानांतरित करके प्राप्त किया जाता है। रंग गति एक साफ, उज्ज्वल, चमकदार सतह खत्म देती है। यह हल्के दबाव के माध्यम का उपयोग करते हुए, बफ़िंग व्हील के रोटेशन के साथ वर्कपीस को स्थानांतरित करके प्राप्त किया जाता है।
पीतल को चमकाने पर (एक नरम धातु) अशुद्धियों के कारण धातु में अक्सर मिनट के निशान होते हैं। महीन निशान को चिकना करने के लिए, सतह को बहुत महीन (600) ग्रिट, तांबे की परत के साथ पॉलिश किया जाता है , फिर एक एयरफ्लो एमओपी के साथ एक दर्पण खत्म करने के लिए बफर किया जाता है। छेनी, हथौड़ों, स्क्रू ड्रायर्स, रिंच, आदि जैसे आइटमों के लिए संचालन। , एक अच्छा खत्म कर रहे हैं, लेकिन चढ़ाया नहीं। इस फिनिश को प्राप्त करने के लिए चार ऑपरेशनों की आवश्यकता होती है: खुरदरापन, ड्राई फ़ाइनिंग, ग्रॉसिंग और कलरिंग। ध्यान दें कि खुरदरापन आमतौर पर एक ठोस पीस व्हील पर किया जाता है और अतिरिक्त फाइन पॉलिश के लिए ग्रॉसिंग ऑपरेशन को दो ऑपरेशनों में तोड़ा जा सकता है: रफ ग्रॉसिंग और फाइन ग्रॉसिंग। हालांकि, सस्ती वस्तुओं के लिए पैसे केवल पहले दो ऑपरेशन करके बचाए जाते हैं।
पॉलिशिंग चाकू और कटलरी को बढ़िया ग्लेज़िंग या ब्लू ग्लेज़िंग के रूप में जाना जाता है। सैंड बफिंग, जब जर्मन सिल्वर , व्हाइट मेटल इत्यादि पर प्रयोग किया जाता है , तो तकनीकी रूप से एक बफरिंग ऑपरेशन होता है क्योंकि यह एक ढीले अपघर्षक का उपयोग करता है, लेकिन पॉलिशिंग की तरह महत्वपूर्ण सामग्री को हटा देता है।
| शर्त | नया |
| चक्की की धुरी | एम 27, एम 36 मिमी |
| काम का आकार | 13 * 25-95 * 45 मिमी |
| काम करने की गति | 3-30m / मिनट |
| मुख्य इकाई का आकार | 11700 * 1500 मिमी |
| वजन | 11000kg |
| रेटेड वोल्टेज | 380v |
| मूल्यांकित शक्ति | 132kw |